-

Что такое провод резка? проволочная резка, winc Относится к использованию проволочных инструментов (такие в виде металлической проволоки, молибден проволоки, и т. Д.) разрезать сырье (проводящие материалы), которые принадлежат к категории электрических обработка. Когда бывший Советский Союз Разалкалко и его Жена изучила феномен и причины повреждения контактов переключателя искровой разгрузкой, они Установлено, что мгновенная высокая температура электрической искры может расплавить и окислять локальный металл и быть корродированным, таким образом, топировал и изобрел EDM Метод. Машина для резки проводов также была изобретена в бывшем Советском Союзе в 1960. Наш Страна была первой страной, которая будет использоваться в промышленности производство. В настоящее время большинство из инструменты для резки проволокиПринять систему управления микрокомпьютером с высокой степенью Автоматизацию. Главная Применение: (1) Обработка Формы; (2) Обрабатывающие части с тонкой структура; (3) Обрабатывающие части со сложным фигуры; (4) Обработка жестких проводящих Материалы; (5) пробное производство новых продуктов; (6) драгоценный металл заготовка. Главная Характеристика: По сравнению с традиционными методами обработки поворота, фрезерования и бурения, проволочная резка имеет свои собственные Характеристики: (1) напрямую использовать 0,03-0,35 мм металлические провода как электроды, не требуется конкретная форма, которая может экономить конструкцию и изготовление электродов и производства (2) Независимо от твердости материала заготовки, до тех пор, пока он представляет собой проводник или полупроводниковый материал, он может быть обработан, а потерю проволоки электрода мала, а точность обработки - высокая; (3) Подходит для обработки небольших партий, сложных форм, одноклассных и пробных изделий, а цикл обработки - коротким; (4) в wedm Обрабатывание, электродная проволока не напрямую связывается с заготовкой, и эффект между ними очень маленький, поэтому деформация заготовки мала, а провод электрода и крепеж не нужен слишком высокий прочность; (5) Рабочая жидкость принимает на водной основе эмульсия, которая имеет низкую стоимость и не приведет к тому, что пожар; (6) Он не подходит для обработки крупных деталей с простыми формами, и не может это обрабатывать непроводящие запчасти. Процесс резки Шаги: Подготовьте заготовки заготовки, зажимные инструменты, измерительные инструменты и т. Д. До обработка. Если Необходимо разрезать заготовку с внутренней формой полости, или процесс требует обработки с резьбовым отверстием, пустым должны быть Предварительно сделано с резьбовым отверстием, а затем следуйте шагам Ниже: (1) Запустите электронный блок питания для ввода системы и приготовить обработку программу; (2) Проверьте В каждой части машинного инструмента есть какие-либо отклонения, такие как эксплуатация высокочастотного, водяного насоса, проволочной трубки, и т. Д.; (3) проволочная резьба, резьба и вертикальные выравнивание; (4) зажимать заготовку и выравнивание; (5) ...
-

Что используются детские булавки для? Дубелевая булавка в основном используется между винтами, крепленными между двумя частями для обеспечения точности позиции Он в основном используется для позиционирования сборки, и также может использоваться в качестве соединения сдвига перегрузки в связи с уровнем связи и релаксации. Устройства. Основная форма - цилиндрический штифт и коническая PIN-код. Дюбельские булавки также называются Positing Pins.. Давай Узнайте основные функции и использование дюбеля Pins: Первые булавки дюбеля делятся на цилиндрические булавки дюбеля а также конические дюбельные булавки. 1.Cylindrical Дюбель Pins (Picture1 и 2) 2. Конический дюбель Pins (Picture3 и 4) Разница между им это: 1. разные обработка. Цилиндрические штифты дюбеля могут быть предварительно обработаны, а конические дюбельные булавки обычно являются сопоставляются. 2. Цилиндрические дюбельные булавки часто подходят для точного позиционирования (обработка сначала), и конические дюбельные булавки часто используются для частых разборка. 3. Цилиндрические дюбелевые контакты могут играть роль антирепогиковых, конические дюбельные булавки часто используются для позиционирования. Цилиндрические дюбельные булавки фиксируются в обремененном отверстии с небольшими помехами, которые могут нести маленькую нагрузку. Для того, чтобы обеспечить точность позиционирования и герметичность соединения, он должен не быть разобранным часто. Он в основном используется для позиционирования, а также используется в качестве соединительного штифта и безопасность PIN-код. Конический доуверный PIN-код имеет хорошие самоблокирующиеся характеристики, высокую точность позиционирования, удобную установку и множественную сборку и разборку немного влияют на позиционирование Точность. Он в основном используется для позиционирования и также может быть использован в качестве соединения PIN-код. Дыра для штифта должна быть обрезан. Материал подбор для дюбеля Pins: Если заготовка должна быть зажимана несколько раз. Во время использовать, фиксированный PIN-код должен иметь хорошую износостойкость, а лучший материал должен быть выбранным, например 20 # сталь или 45 # сталь, с поверхностной карбаризацией и рубашками. Материал также можно выбрать в соответствии с фактическими использование. Обычно используемые материалы - как правило: Нержавеющая сталь 303 / 304 / 316, Q235, 20 # Сталь, 45 # Сталь, латунь, ECT. Настройка Принимается, пожалуйста, не стесняйтесь отправлять чертежи, чтобы узнать в любое время, спасибо Вы!...
-
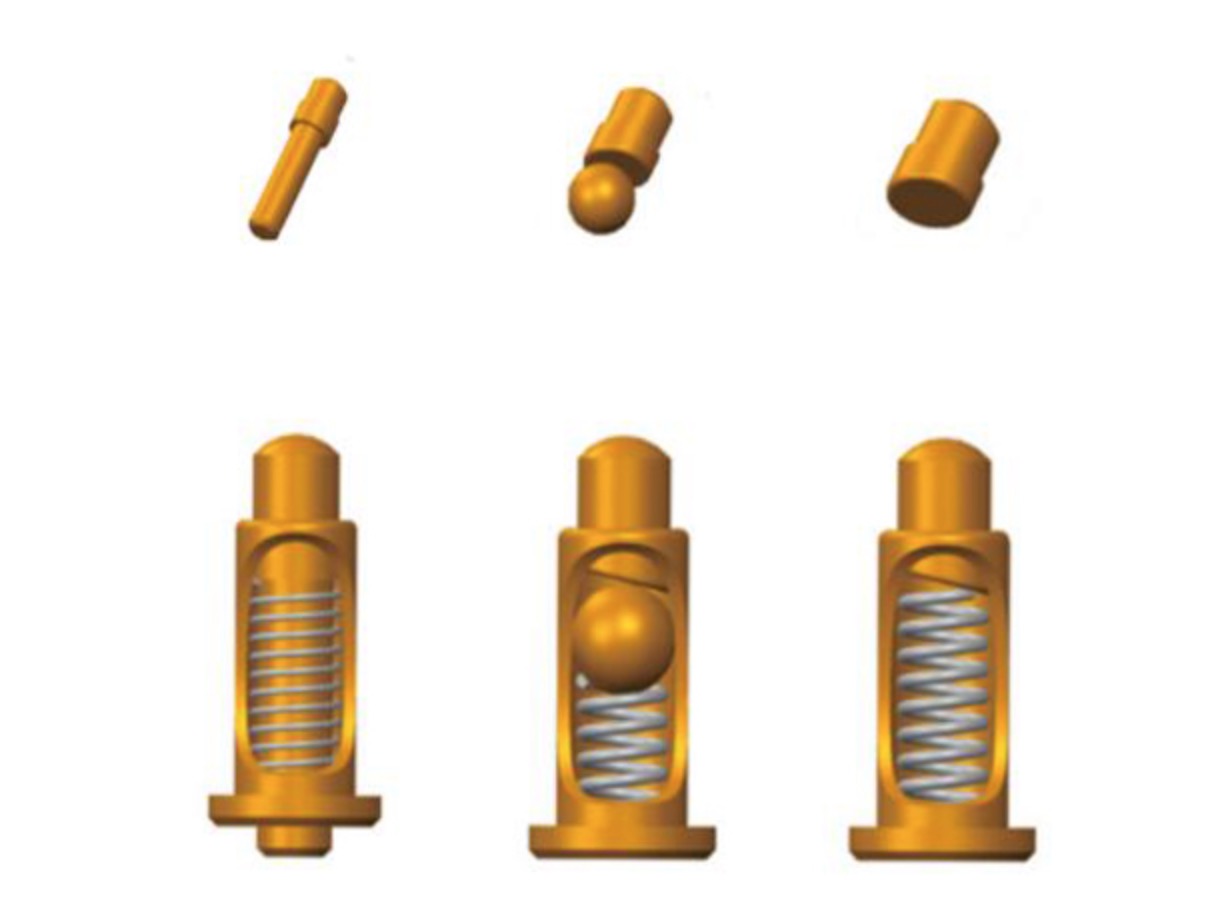
Как паять пого булавки? ПОГО Pin - это очень часто используемый электронный соединитель, который состоит из трубки поворотной иглы, поворотной иглы и пружины сжатия. он удерживает иглу в трубке иглы и полагается на пружину для обеспечения контактного усилия для установления электрического соединения между иглой и сопрягаемыми частями. я считаю, что многие люди не знают как пого штифт припаян. так что давайте следовать ZLD понять как пого пин припаян на печатной плате доска? прежде всего, позвольте представить pogo булавки к вам. есть много видов пого штифты, в том числе вертикальные пого булавки боковые пого штифты, двусторонние пого штифты стандартные пого штифты и т. д. его функция очень велика, и установка очень важна, так каковы методы установки pogo булавки ? Прямоугольный припой хвост: Хвост изогнутой инкапсуляции плагина, что позволяет дизайнерам иметь больший выбор в использовании пространства. прямой припой хвост: нормальная инкапсуляция плагина, легко паяется. поверхностный монтаж (SMT): хорошая стабильность, нижняя часть игольной трубки имеет плоскую конструкцию, может быть установлена вертикально или горизонтально, легко паяется с помощью PCB доска. некоторые игольчатые трубки оснащены установочными штифтами на конце, которые не вызывают смещения когда пайка с печатной платой доска, и эффект позиционирования хороший. Сямэнь ZhongLiDa Машиностроение, как профессионал ЧПУ производитель продукции искренне предоставит Вам качественные товары и услуги
-

1. Целью управления несоответствующей продукции Предотвращения непреднамеренного использования или поставки некачественной продукции.2. Способ управления несоответствующей продукцииУзнаю сначала, а потом контроль. Процесс контроля неправомочные продукты 1. ИдентификацияВыявить неполные: в основу или стандарт для определения того, является ли продукт является квалифицированным или нет.Стандарты-Продукт Требования —клиент —Процесс документов-Проверка документов-Шаблон-Пояснения и рекомендации от начальства 2. ИдентификацияИдентификация статуса контроля —Определяет "до" или "неполное".Команда —производитель: неполное полуфабрикаты и сырье должны быть помечены "обработки" или "неполное".—Инспектор штампов штамп инспекции в соответствующей графе пункта случайную карту, процесс карты или "переделки порядка" в качестве "неквалифицированного" Марк.-Ее роль является: прослеживаемость.—Итоговый контроль: определение безусловный бренд. Или напишите (уведомить) безусловного явления, такие как (протечки, трещины, дыры, неправильную модель, серьезные вмятины, несколько процессов, неправильная материалов и т. д.). 3. ИзоляцияТребования: четкое разделение от нормальных квалифицированных продуктов.—Красный пластиковый лоток/материал коробки.—Специальной независимой дефектного продукта шкафа.-Делить неограниченного района и разместить бракованной продукции в безусловном районе.—Размещение производственных площадей отличается от других продуктов, чтобы показать разницу, а затем потяните его на ремонт или переделку области по мере необходимости.—Регулярно организовать персонал для дефектного продукта для подтверждения и количественной регистрации 4. Запись-Правильно записать тип, серия, дата проверки, основание проверки, количество некондиционной продукции, и результатами осмотра неправомочных продуктов на установленном акт проверки.—Акт проверки рассматривается и утверждается по мере необходимости.-Процесс: 5. КомментарийКогда сумма большая, или когда он имеет большое влияние на репутацию и средств компании, она должна быть пересмотрена.(1) входной контроль: утилизация мнения, подписанным руководителем инспекции и выше (при необходимости, технического отдела, производства, снабжения и смежных подразделений должна быть организована для проведения обзора).(2) Процесс проверки: для партий неквалифицированных продуктов, Департамент управления качеством, организует соответствующие ведомства и соответствующего персонала для ознакомления.(3) окончательная проверка: ответственный отдел контроля качества утверждает распоряжение заключение, и при необходимости, технического отдела участвует в обзоре.6. УтилизацияВ том числе: выбор и использование, ремонт, концессии, распоряжения, корректирующие и превентивные меры. (1) распоряжение неквалифицированного покупок—Возвращение-Принятие концессионных —Потребовать от поставщика принять соответствующие корректирующие и профилактические меры-Наша фабрика будет организовать персонал для обзора заводе в течение многих последовательных ...
-

Плунжерное фрезерование, также известный как Z-оси филируя, является одним из наиболее эффективных методов обработки для высокой скорости удаления металла резанием. Для обработки поверхностей, прорезки канавок и обработки с большим вылетом инструмента из труднообрабатываемых материалов, повышение эффективности обработки плунжерное фрезерование значительно выше, чем у обычной фрезы. На самом деле, при большом количестве металла материал должен быть быстро удален, метод погружения фрезы позволяет сократить время обработки более чем наполовину. ▉ преимущество Кроме того, плунжерное фрезерование имеет следующие преимущества: ①It может уменьшить деформацию заготовки; ②оно Во может уменьшить радиальные силы резания, действующей на фрезерный станок, который означает, что шпиндель которого валом системы носили еще можно использовать для врезного фрезерования, не влияя на качество обработки заготовки; ③The инструмент свес большой, это очень полезно для фрезерования паза и поверхностью заготовки; ④It может осуществить канавок жаропрочных сплавов (например, Инконель). Плунжерное фрезерование очень подходит для грубый подвергать механической обработке прессформы полостей и рекомендуется для эффективной обработки деталей для авиационной промышленности. Одним из специальных приложений плунжерное фрезерование турбинных лопаток на три оси и четыре оси фрезерный станок. Этот вид обработки, как правило, должен выполняться на специальном станке. Принцип работы ▉ Когда турбина лезвие окунуться помола, его можно фрезеровать от верха заготовки до корня заготовки. Через простой перевод в X-Y плоскости, чрезвычайно сложные геометрические поверхности могут быть обработаны. При реализации плунжерное фрезерование, режущая кромка фрезы образуется при перекрывании профиль каждой лопасти, и окунуться глубина фрезерования может достигать 250мм без вибраций и искажений. Резка направление движения инструмента относительно заготовки может быть либо вниз, либо вниз. Вверх, но, как правило, резки вниз более общих. Когда плунжерное фрезерование наклонной плоскости, падение фреза совершает составное движение вдоль оси Z и оси X. В некоторых случаях обработки, сферических фрез, торцевых фрез или других фрез, также может быть использован для пазов фреза, фрезерование поверхности, фрезерование фаски и фрезерование полостей. Объем ▉ применения Специальное плунжерное фрезерование резак используется в основном для черновой или получистовой обработки. Его можно разрезать на вогнутую часть заготовки или резать вдоль края заготовки. Также можно фрезеровать сложные геометрические формы, в том числе корень резать. Для того, чтобы обеспечить постоянную температуру резания, всех хвостовика врезных фрез принять внутреннее охлаждение. Корпус фрезы и вставки конструкции плунжерное фрезерование фреза может нарезать заготовки под нужным углом. Как правило, режущей кромки угол погружения фрезы составляет 87° или 90°, и скорость подачи в диапазоне от 0,08 до 0,25 мм/зуб. Количество пластин зажимается на...
-

НЗ (Цифровое управление, цифровое управление, называют числовым программным управлением) относится к использованию дискретного цифрового информация для контроля работы машин и других устройств, которые могут быть Только запрограммированные оператором. ЧПУ Применение технологии CNC Разработка технологии ЧПУ вполне быстрый, что значительно повышает производительность обработки плесени. Среди них процессор с более быстрой скорости работы является ядром развития ЧПУ технология . Улучшение процессора является не только улучшение работы скорость, но скорость сама по себе предполагает также совершенствование технологии ЧПУ в другие аспекты. Из-за больших изменений в технологии CNC в последние годы стоит обзор современного состояния применения технологии CNC в форму обрабатывающая промышленность. Блок обработки времени, и другие из-за увеличение скорости обработки ЦПУ и ЧПУ производители, применяющие высокой скорости Процессоры для высоко интегрированных систем ЧПУ, производительность CNC была значительно улучшилась. Быстрее и более чувствительных систем достижения более просто выше скорость обработки программы. По сути, система, которая может обрабатывать часть программы обработки на достаточно высокой скорости может также вести себя как низкая скорость система обработки в процессе эксплуатации, поскольку даже полностью функциональной системы ЧПУ есть некоторые потенциальные проблемы, которые могут стать ограничения узкое скорость обработки данных. В настоящее время, большинств прессформы фабрики понимают это высокоскоростной обработки требует более короткого времени обработки. Во многих стороны, эта ситуация очень похожа на вождение автомобиля. Будет самый быстрый автомобиль Победа гонки? Даже зритель, который смотрит иногда гоночного автомобиля знает, что в помимо скорости, есть много факторов, которые влияют на исход гонки. Во-первых, знание водителем трек имеет важное значение: он должен знать, где есть резкие повороты, так что он может замедлить надлежащим образом и передать кривая безопасно и эффективно. В процесс обработки формы с высокой скоростью подачи, чтобы быть обработаны технологии мониторинга траектории в ЧПУ можно получить информацию резких кривые заранее. Эта функция играет ту же роль. Аналогично, чувствительность водителя к другие драйверы действий и неопределенности похож на номер Серва отзывы в ЧПУ. Обратная связь сервопривода с ЧПУ, в основном включает в себя датчик обратной связи по положению, скорость обратной связи и с обратной связью по току. Когда водитель едет по трассе, согласованность движения, он может затормозить и умело ускорения, имеет очень большое влияние на производительность водителя на месте. Аналогично, колоколообразного ускорения/торможения и подлежащих обработке отслеживать мониторинг функции системы ЧПУ использовать медленный разгон/торможение вместо резкие изменения скорости для обеспечения плавного ускорения станка. Кроме того, есть и другие сходства между автомобилем и системой ЧПУ. Мощность гоночного двигате...
-

Основные требования к мотор валы каковы основные требования для валов двигателя? (1) должен иметь достаточную прочность. То есть, при нормальной нагрузке и указаны особые условия (например, внезапное короткое замыкание и т. д.), любая часть вала не может произвести остаточной деформации или повреждений. (2) должен иметь достаточную жесткость. То есть, прогиб вращающегося вала должен быть в пределах допустимого диапазона. (3) должна быть достаточная разница между критической скоростью и скорость работы, чтобы избежать резонанса. Сямэнь Zhonglida Обрабатывающ Co. Машинного Оборудования, ЛТД. имеет более чем 50 комплектов производители вала двигателя, таких как измерительные машины, прецизионные токарные станки, бесцентрово-шлифовальные, плоскошлифовальные, кругло-шлифовальные, обрабатывающие центры с ЧПУ, и другое первоклассное оборудование. Он может обрабатывать материалы, таких как сталь, железо, алюминий, медь и другие материалы. Продолжительность обработки может быть 2-600мм, диаметр обработки может быть 2-210 мм, а точность обработки может быть 0.005. Его можно фрезеровать, сверлить, и постучал. Провода, долбежные и другие процессы. Компания имеет высокий уровень система обработки, с предварительным оборудованием и сильным техническим усилием, чтобы обеспечить клиентов с совершенным обслуживанием. На протяжении многих лет, наша компания завоевала широкое признание у многих покупателей за ее сильную техническую прочность, превосходные pre-сбывания, послепродажное обслуживание и хорошая репутация.
-

Редуктор червячный-это диск, который меняет направление езды. В процессе передачи усилия, создаваемого давлением большая, трение серьезная, и тепло тоже большие. Во избежание склеивания, в подборе материалов, более мягких сплавов часто используются из-за более низкой скорости шестерни глиста, пока червь находится применение стали с большей прочностью. Количество головок червя могут быть выбраны в соответствии с соотношением передачи и требования к эффективности передачи. Количество головок червя малого, передаточное число коробки передач большой, но эффективность низкая. Чтобы повысить эффективность, количество головок червя должна быть увеличена. Но больше головы червя, тем сложнее обработка. В удовлетворении требований передача, тем меньше количество голов червь, тем лучше. Обычно имеется устройство для контроля Ротора за головой электрический вентилятор. При нажатии на которую вентилятор может быть включен, и направление вращения вентилятора может быть исправлена путем вытягивания. Нижняя часть, которая управляет вращающуюся головку, электрический вентилятор можно считать кривошипно-шатунный механизм рокера. Ведомая шестерня червячной, нижняя шестерня вращается вместе с ним и коромысло, подключенных к нему может качаться в пределах определенного угла под привод, таким образом достигая цели разрешение вентилятор, качать головой взад и вперед.
-

Цель гальваника-это пластины металлического покрытия на подложку, чтобы изменить свойства поверхности или размер подложки. Гальваника может повысить коррозионную стойкость металлов, повышения твердости, предотвращения истирания, улучшает электропроводность, гладкость, сопротивление жары и красивую поверхность. В зависимости от назначения покрытия и электрохимической реакции между покрытием и подложкой, покрытие может быть разделен на множество видов. Материал покрытия Классификация ① в соответствии с целью покрытияПокрытие обычно имеет два применения, а именно: давать или улучшить состояние поверхности материала, или сделать структуру поверхности материала, иметь определенные функции. Таким образом, в целом можно разделить на декоративные, защитные покрытия и функционального покрытия. 1. Защитно-декоративные покрытияКоррозии, ржавчины и т. д. представляют самую серьезную угрозу для жизни продукт, который будет не только повредить внешний вид, но также влияет на функцию продукта. В дополнение к улучшению внешнего вида изделия, общее декоративное покрытие также может играть защитную роль, таких как химическая анти-коррозия и анти-ржавчины или механических анти-износа, чтобы уменьшить трение. 2. Функциональное покрытиеФункциональное покрытие в основном относится к тем покрытиям, которые могут сделать поверхность материала обладает особой функцией. Различных новых функциональных покрытий позволяет увеличить твердость поверхности материала, повышению трения, уменьшения износа, повышения электропроводности, снижения переходного сопротивления, увеличивает магнетизм, предотвращения распространения и проникновения, или ремонт изношенных деталей. ② . Классификация по электрохимической связи между покрытием и подложкойСогласно электрохимической связи между покрытием и подложкой, покрытие может быть разделен на катодное нанесение покрытий и анодное покрытие. Живость из металла разные, что также является важным для определения типа покрытия. 1. Катодное покрытиеМеталлическую подложку из катодного покрытия является более активным, чем покрытие. Такое покрытие, как правило, покрывают субстрат полностью защитить субстрат. Типичными являются меднение и никелирование стали. Поскольку катодное покрытие имеет определенную толщину, он оказывает защитное действие на субстрат. Таким образом, требуемый толщины покрытия и пористости. Обычно, толщиномер покрытий используется для контроля толщины покрытия. 2. Анодное покрытиеСеребрение металл анодного покрытия является более активным, чем субстрат. Когда покрытие встречает агрессивных веществ, то покрытие будет корродировать во-первых, тем самым защищая поверхность от коррозии. Как правило, есть плакировка цинка на сталь. Выше классификации плакировкой знаний, организованный редактором. Если вы хотите узнать метод измерения толщины покрытия и покрытия толщины продукта, пожалуйста, нажмите "как использовать датчик толщины покрытия для измерения толщины покрытия" для деталей....
-

Низкая скорость отрезка провода, также известный как низкий-скорость ходьбы, используется непрерывное движение тонких металлических проволок (называется электродной проволоки, обычно из медных проволок) в качестве электродов для выполнения импульсного искрового разряда на сдельную работу, который создает высокую температуру выше 6000 градусов, и т. д. А Подвергать механической обработке CNC машину, которая становится частью работы. Принцип медленной обработки проволоки явление, что существует разрыв между проволочным электродом и деталью, и электрический разряд непрерывно удаляется. Ходить медленно. В отличие от CNC поворачивая , который подходит для обработки Дюбель Пен Низкий скорость отрезка провода больше подходит для нерегулярных заготовок, которые требуют справа-угол резания. С низким скорость провод отрезал машину принимает метод непрерывной подачи проволоки проволочный электрод, то есть проволочный электрод завершает обработку в течение движения, поэтому даже если провод электрод изношен, он может быть постоянно дополнил, что позволяет повысить точность обработки детали. В шероховатость поверхности заготовки обрабатываются медленной подачи проволоки для резки машина обычно может достигать RA = 0,8 мкм и выше, и округлость ошибка, прямые ошибки и погрешности в размерах медленной подачи проволоки для резки намного лучше, чем быстро накормить резки проволоки. Для высокоточных деталей, низкая скорость машины отрезка провода широко используются. Кроме того в начале малых и средних предприятий, она также очень распространена в обработке заводы крупных предприятий, таких как авиационная, автомобильная, медицинская. ПРИНЦИП РАБОТЫ Изгиб провод представляет собой обрабатывающий станок, который использует непрерывное движение тонких металлические провода (так называемые электродные провода) в качестве электродов для выполнения импульса искры выписки на заготовку для извлечения металлов и огранки и формы. Свободные контакты легкий сброс давления между проволочным электродом и деталью во время медленной обработки проволоки. При гибкой электродной проволоки и кусок работы близко к Обычно считается разрядном промежутке (например, с 8 до 10 мкм), Искра разрядки не происходит. Даже когда электродной проволоки связался с работы кусок и разрыва больше не видна от микроскопа, он часто не видимым. В Искру, происходит нормального искрового разряда только тогда, когда часть работы изгибы электродной проволоки и отклоняется на определенное расстояние (несколько микрон в несколько десятков мкм). В это время, для каждого 1 мкм проволоки электрода кормить, разрядный промежуток не уменьшается до 1 мкм, а электродной проволоки увеличивает мало напряжение между проводами, и часть работы увеличивается немного боковой давления. Очевидно, только после сохранения небольшое контактное давление между электродной проволоки и заготовки для формирования искрового разряда. На основе по этому, считается, что существует некая электрохимически генерированным изолируя средний филь...
-

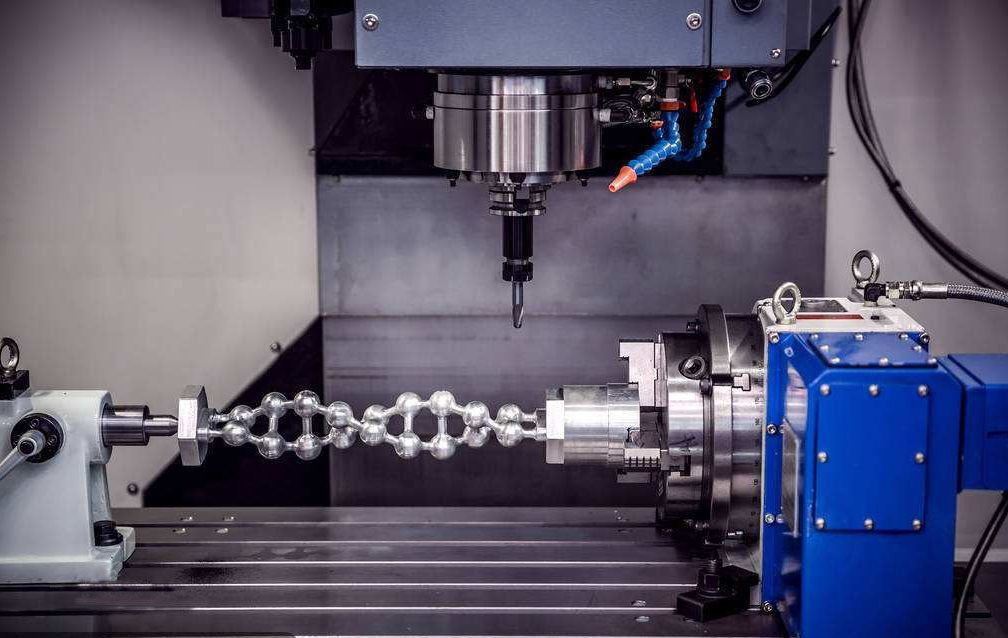
При обработке деталей, тех мелких деталей, таких как бары нужны должны быть обработаны в одно время, и эти части должны быть обработаны в пакетном режиме. В большинстве случаев он будет использоваться. Пого Пин-код , Латунные продетые нитку вставки для пластмассы , 316 нержавеющая сталь штифты , небольшой бытовая техника шахты , латунные кабельные разъемы и других круглых симметрично продукты попадают в этот диапазон, пока он предполагает обработку стержневых деталей, как диаметр обрабатываемой детали, не когда диаметр слишком большой (диаметр не может быть больше, чем 52 мм), токарный станок с ЧПУ имеет большие преимущества во всех аспектах. Если в сочетании с соответствующим оборудование-питатель (ЧПУ, автоматический токарный станок точности CNC), как правило, используются для распределения. Могут иметь большее преимущество), так что в плане этого набора оборудование, это относительно типичный малый автоматизированная производственная линия, будь это в скорости обработки деталей, стоимость прессформы продукта или себестоимость всего производства, он имеет преимущества непревзойденной другие машины инструменты. Самая большая и наиболее важная разница между CNC точности Автоматический токарный станок и шагающие машины заключается в том, что во время работы ходить машина, нож движется, при этом заготовка не двигается. CNC ТОЧНОСТИ Автоматический токарный станок уже давно называют продольно-резательный станок в Китае. Это в основном используется для пакетной обработки мелких палочковидных части. Большинство фидеров сдать экзамен через сквозное отверстие шпинделя и цанги автоматически зажимается. Если части, которые должны быть обработаны в процессе обработки выступающие наружу на определенное расстояние, то детали должны быть оснащены с подсказкой. Если хвост должен быть обработан, требуется второй шпиндель. Если деталей должны быть обработаны с четырьмя или шестью отверстиями, затем нужен инструмент для держателя власти и индексации шпинделя. Для точности CNC автоматический токарный станок, самым большим недостатком является ограничение материала штанги диаметр. В настоящее время, самый большой центр станок может обрабатывать детали диаметром 50 мм. Пока она является частью что может быть механической обработке точности CNC автоматический токарный станок, точность обработки, скорость обработки и резки может не соответствовать его. Есть много с ЧПУ Точность автоматический токарный станок, но его основное преимущество заключается в том, что одно время зажимать часть может сократить часть до 200мм в длину без остановки шпинделя. Если вам нужно обработать сравнительно небольшой части (10 мм), точности с ЧПУ Автоматический токарный станок и резец может быть использован, но точности CNC автоматический токарный станок могу сделать многое из этого малую часть, не останавливая шпинделя, а резец не может . Положение вырезывания точности CNC автоматический токарный станок по резки процесс является всегда ближайшей позиции, где часть является фиксированной, п...
-
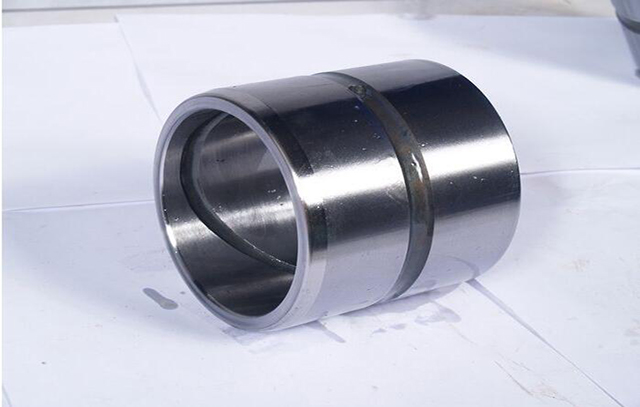
В движущиеся части, детали изношены из-за для долговременного трения. Когда зазор между валом и отверстием носит в определенной мере, части должны быть заменены. Таким образом, дизайнер выбирает более низкую твердость и лучшей износостойкости при проектировании. В материал представляет собой втулку вала или втулки, которая может уменьшить износ вала и сиденье. Если втулку вала или втулка изношена до определенной степени, он может быть заменен. Это может сэкономить стоимость замены вала или сиденье. Как правило, используется втулка и седло. Посадки с натягом и зазором вяжется с вала, потому что износ неизбежен в любом случае, можно только продлить жизни, и части вала относительно легок в обработке; некоторые новые дизайнеры делают не нравится этот дизайн, думаю, что это увеличение стоимости в процессе производства, но после определенного периода использования, это еще надо доработать его в соответствии с помощью этого метода. Однако, модификация, скорее всего, снизит точность оборудование. Причина проста. Вторичная обработка не может гарантировать положение центра отверстия сиденья. Кроме того, втулка используется для замены подшипники качения (например, валов) в местах с низкой скоростью, высокой радиальной нагрузке и высокий клиренс требования (на самом деле, втулку тоже считается простый подшипник). Материал требует низкая твердость и стойкость к истиранию, в внутреннее отверстие втулки вала может быть землю и скреб для достижения высоких точность совпадения. Там должен быть масляный паз на внутренней стенке. Смазка втулки вала очень важна. Если сухого измельчения, Вал и втулки вала будет быстро свернут. Рекомендуется здесь ломом внутреннее отверстие стене рукава при монтаже, которое может оставить множество мелких ям и повысить смазка 1. Обычная втулка подшипника, как правило, функция в качестве подшипников скольжения. Для того, чтобы сэкономить материал, толщина стенки рукав предназначен по осевой нагрузке на подшипник. Как правило, литой меди и сплава несущие материалы. Втулку вала делится на открытое и закрытое, которое зависит от потребностей структуры. Как правило, рукав не может принести аксиальную нагрузку, или только может принести небольшой осевой нагрузки. Или добавить подшипники тяги. Вал, как правило, круглой. 2.Втулки, как правило, функционировать в качестве подкладки. Вал может быть различной формы, как втулка. Втулки могут быть использованы для предотвращения коррозии, устранить пробелы агрегат, etc. Втулку вала, как правило, играет роль осевого позиционирования, а конец находится в контакте с шестерней подшипников и других частей под действием сжимающей нагрузки. Иногда вал должен быть согласован с уплотнениями и другие стандартные детали, и это необходимо, чтобы гарантировать, что средняя часть может проходить через конец вала. Втулку вала и уплотнительное кольцо можно сделать тонкий чтобы гарантировать, что части пройти. Обычная втулка подшипника имеют различные применения в различных случаях, может быть аксиально расположенн...
-

Фланец (инструментальная часть) Фланец (фланец), также известный как фланец фланец или фланец. Фланец-это деталь, которая соединяет Вал и вал, и используется для соединения между трубой заканчивается. Он также используется в оборудование входа и выхода для подключения между двумя устройствами, такими как редуктор фланец. Фланцевое соединение или фланец сустав относится к отрывной соединение, в котором фланец, прокладку и болт соединены друг с другом в группе комбинированного уплотнения структуры. Фланец трубы относится к фланцу используются для трубопроводов в установках трубопровода, и используется на оборудовании относится к впускной и выпускной фланцы оборудования. Есть отверстия в фланце, и болты плотно соединить двумя фланцами. Фланцы уплотнены прокладками. Фланец разделен на резьбовое соединение (резьбовое соединение) фланец, сварка фланец и зажим фланца. Фланцы используются попарно. Совместные провода фланцы могут используется для низких напорных трубопроводов и сварных фланцев могут быть использованы для давление выше 4 кг. Добавить прокладку между двумя фланцами и затяните с болты. Различное давление фланцы имеют различную толщину, и они используют различные болты. Когда насосы и клапаны подключены к трубопроводам, части эти техники и оборудования в соответствующих формах фланца, также известный как фланцевых соединений. Любые части, соединения болтами на периферии в двух плоскостях и закрыты одновременно, как правило, называют "фланец", такие как соединения вентиляционных каналов, этот тип деталями можно назвать "фланцевых деталей". Однако, эта связь является только часть оборудования, такого как соединение между фланцем и водяной насос, его трудно назвать водяной насос "фланец-тип частью". Сравнительно мелких, таких как клапаны, можно назвать "фланец части". Редуктор фланец, использован для того чтобы соединить мотор и редуктор, и соединение между редуктором и другого оборудования. Фланцевого соединения заключается в фиксации двух труб, Трубы арматуры или оборудования соответственно на фланце пластины первой, и добавить фланцевые прокладки между двумя фланцевыми пластинами и закрепите их болтами, чтобы завершить связи. . Некоторые фитинги трубы и оборудование уже имеют фланцы, которые также фланцевых соединений. Фланцевое соединение является важным методом связи для строительства газопровода. Фланцевое соединение является простым в использовании и может выдерживать большие давления. В промышленных трубопроводах, в доме, диаметр трубы маленький и давление низкое, и фланцевое соединение не видимым. Если в котельной или производственного участка, фланцевых труб и оборудования везде. [1] По способу связи фланец типы соединений можно разделить на: тип плиты плоские сварки фланец, плоский шеи сварки фланец, сварки фланец шеи, Socket сварки фланец, резьба фланец, фланец крышки, фланец шеи сварки кольцо свободный рукав, сварка кольцо свободный рукав, фланец, кольцо поверхность паза фланца и фланца крышки, большие плоский фланец диаметра, больш...
-

порошок дисульфида вольфрама в качестве смазочного покрытия Порошок дисульфида вольфрама можно распылять на поверхность подложки сухим холодным воздухом под давлением 0,8 мПа (120 фунтов / кв. дюйм). Распыление можно проводить при комнатной температуре, а толщина покрытия составляет 0,5 микрона. альтернативно, порошок смешивают с изопропанолом для нанесения липкого вещества на подложку. в настоящее время покрытие из дисульфида вольфрама используется во многих областях, таких как автомобильные детали, детали гоночных двигателей, авиационные детали, подшипники, валы, глубоководные транспортные средства, режущие инструменты, лезвия, режущие инструменты, ножи, удаление пресс-форм, высокоточные подшипники, детали клапанов, поршни, цепи и т. д. Кроме того, дисульфид вольфрама также используется в качестве цветной кисти в углеродной промышленности. это также может применяться к сверхтвердые материалы и сварочные материалы. Дисульфид вольфрама может полностью заменить дисульфид молибдена с сопоставимой ценой, лучшим качеством и более высокими характеристиками. кроме того, из-за чрезвычайно низкого коэффициента трения (0,03 при динамическом и 0,07 при статическом) порошка дисульфида вольфрама область его применения бесконечно широка. все возможно, если вы хотите получить это.
-

какие продукты могут быть обработаны обрабатывающим центром с чпу 1. какие продукты могут быть обработаны обрабатывающим центром с чпу Обрабатывающие центры подходят для сложной обработки, многих процедур и высоких требований, которые требуют использования различных типов обычных станков и множества инструментов, приспособлений, а также многократной обработки и регулировки для завершения деталей. Основными объектами обработки являются детали коробок, сложные криволинейные поверхности, фасонные детали, диски, гильзы, листовые детали и специальные шариковые заготовки. 2. Обрабатывающий центр с ЧПУ может обрабатывать детали коробки Детали коробки обычно относятся к деталям с более чем одной системой отверстий, полостью внутри и определенной пропорцией в направлениях длины, ширины и высоты. такие детали чаще используются в станках, автомобилях и самолетостроении. для таких деталей обычно требуется многопозиционная система отверстий и плоская обработка с высокими требованиями к допускам, особенно к строгим требованиям к форме и допускам положения, обычно посредством фрезерования, сверления, расширения, расточки, расточки, расточки, зенковки, нарезания резьбы и других процессов. инструментов много, их трудно обрабатывать на обычных станках, количество наборов инструментов велико, стоимость высока, цикл обработки длинный, требуется несколько зажимов, калибровка правильная, а также количество ручных измерений большой. инструменты должны часто меняться во время обработки. важно то, что точность трудно гарантировать. для обрабатывающих центров, которые обрабатывают детали коробчатого типа, когда имеется много обрабатывающих станций, детали, которые требуют многократного вращения стола, могут быть выполнены. как правило, выбираются горизонтально-расточные и фрезерные обрабатывающие центры. когда есть меньше обрабатывающих станций и промежуток не большой. когда он большой, вы можете выбрать вертикальный обрабатывающий центр для обработки с одного конца. сложная поверхность обрабатывающий центр с чпу занимает особенно важное место в обрабатывающей промышленности, особенно в аэрокосмической промышленности. трудно или невозможно завершить сложную поверхность, используя обычные методы обработки. в китае традиционным методом является использование точного литья, и возможно, что его точность очень низкая. 3. Обрабатывающий центр с ЧПУ может обрабатывать сложные детали изогнутой поверхности такие как: различные рабочие колеса, направляющие ветра, сферические поверхности, различные изогнутые формовочные матрицы, гребные винты и гребные винты подводных транспортных средств и некоторые другие поверхности произвольной формы. эти детали могут быть обработаны обрабатывающими центрами. наиболее типичные из них: кулачок обрабатывающего центра с ЧПУ Кулачки, как основные компоненты механического хранения и передачи информации, широко используются в различных автоматах. такие детали имеют различные изогнутые дисковые кулачки, цилиндрические кулачки, конические кулачки, кулач...
-
обработка с чпу как правило, обработка с ЧПУ относится к управляемая компьютером прецизионная обработка, токарные станки с ЧПУ, обработка с ЧПУ фрезерные станки, чпу, расточные и фрезерные станки и др. вступление чпу также называют компьютерный гонг, чпу или станок с чпу. это на самом деле имя из Гонконга. позже это было познакомился с дельтой реки Чжуцзян в материковом Китае. это на самом деле чпу фрезерный станок. это новый тип технологии обработки. основная работа составлять программы обработки, то есть превращать оригинальную ручную работу в компьютерное программирование. Конечно, вам нужно иметь опыт в ручном обработка. определение маршрутов обработки с чпу Маршрут обработки подачи токарного станка nc относится к путь, по которому токарный инструмент движется от точки установки инструмента (или фиксированной происхождение станка), пока он не вернется к этой точке и не завершит программа механической обработки, в том числе путь резания, обработки и нерезания такие как врезание в пустую дорожку. маршрут подачи для отделки в основном выполняется по контуру его частей. поэтому в центре внимания Определение маршрута подачи заключается в определении маршрута подачи для грубой обработки и пустой ход. в обработке токарного станка с чпу, Определение маршрутов обработки, как правило, следует следующим принципам. ① точность и шероховатость поверхности обрабатываемой детали должна быть гарантирована. ② сделать кратчайший путь обработки, уменьшите время простоя и улучшите эффективность обработки. ③ упростить Нагрузка численного расчета и упрощение процедур обработки. ④ для некоторых многоразовые программы, следует использовать подпрограммы. плюсы и минусы чпу Обработка с ЧПУ имеет следующие преимущества: ① уменьшить количество инструментов много, и не требуется сложный инструмент для обработки деталей со сложными формами. если вы хотите изменить форму и размер детали, вы нужно только изменить программу обработки детали, которая подходит для новых разработка и модификация продукта. ② стабильный качество обработки, высокая точность обработки и высокая точность повторения, адаптироваться к требования к обработке самолета. Production производство эффективность выше в случае многоцелевого и мелкосерийного производства, что может сократить время на подготовку производства, настройку станка и процесс проверки, и сократить время резки из-за использования оптимальное количество резки. Process это может обработать сложные профили, которые трудно обрабатывать обычными методами, и даже обрабатывающие детали, которые нельзя наблюдать. недостаток обработки nc заключается в том, что стоимость станков и оборудования высока, что требует высокого уровня обслуживающий персонал. обработка с чпу обработка nc относится к обработке в исполнении станков с чпу. станки с чпу программируется и контролируется с помощью языка обработки с чпу, обычно это g код. нк Обработка кода языка g говорит станку nc, какая декартова позиция координаты, и управляет скоростью подачи инструмента и ...
















