–Њ–±—А–∞–±–Њ—В–Ї–∞ —Б —З–њ—Г –њ—А–Њ—Ж–µ—Б—Б —З–∞—Б—В–Є –≤–∞–ї–∞
–≤–∞–ї —З–∞—Б—В–Є —П–≤–ї—П—О—В—Б—П –Њ–і–љ–Є–Љ –Є–Ј –њ—А–Њ–і—Г–Ї—В–Њ–≤, –Ї–Њ—В–Њ—А—Л–µ –Љ—Л –њ–Њ–ї—Г—З–Є–ї–Є –±–Њ–ї—М—И–Є–љ—Б—В–≤–Њ –Ј–∞–Ї–∞–Ј–Њ–≤. –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б–Њ —Б—В—А—Г–Ї—В—Г—А–Њ–є –≤–∞–ї , —Н—В–Њ –Љ–Њ–ґ–µ—В –±—Л—В—М —А–∞–Ј–і–µ–ї–µ–љ–Њ –љ–∞ —В—А–Є —В–Є–њ–∞: –Њ–њ—В–Є—З–µ—Б–Ї–∞—П –Њ—Б—М, –Њ—Б—М —И–∞–≥–∞ –Є —Б–њ–µ—Ж–Є–∞–ї—М–љ–∞—П –Њ—Б—М. –Є—Е —А–Њ–ї—М –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ –њ–Њ–і–і–µ—А–ґ–Ї–µ –Ј—Г–±—З–∞—В—Л—Е –Ї–Њ–ї–µ—Б, —А–µ–Љ–µ–љ–љ—Л—Е –Ї–Њ–ї–µ—Б –Є –і—А—Г–≥–Є—Е –њ–µ—А–µ–і–∞—З —З–∞—Б—В–Є –њ–µ—А–µ–і–∞–≤–∞—В—М –Ї—А—Г—В—П—Й–Є–є –Љ–Њ–Љ–µ–љ—В –Є–ї–Є –і–≤–Є–ґ–µ–љ–Є–µ.
—В–µ—Е–љ–Њ–ї–Њ–≥–Є—П –Њ–±—А–∞–±–Њ—В–Ї–Є —Б—В—Г–њ–µ–љ—З–∞—В–Њ–є –≤–∞–ї –±–Њ–ї–µ–µ —В–Є–њ–Є—З–љ–Њ, —З—В–Њ –Њ—В—А–∞–ґ–∞–µ—В –±–Њ–ї—М—И–∞—П —З–∞—Б—В—М —Б–Њ–і–µ—А–ґ–∞–љ–Є—П –Є –Њ—Б–љ–Њ–≤–љ—Л—Е –њ—А–∞–≤–Є–ї –≤–∞–ї –Њ–±—А–∞–±–Њ—В–Ї–∞ –і–µ—В–∞–ї–µ–є. —Б–ї–µ–і—Г—О—Й–µ–µ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В –њ–µ—А–µ–і–∞—З—Г –≤–∞–ї –≤ —А–µ–і—Г–Ї—В–Њ—А–µ –≤ –Ї–∞—З–µ—Б—В–≤–µ –њ—А–Є–Љ–µ—А–∞, —З—В–Њ–±—Л –≤–≤–µ—Б—В–Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—П –Њ–±—А–∞–±–Њ—В–Ї–Є –Њ–±—Й–µ–≥–Њ —И–∞–≥–∞ –≤–∞–ї ,
1. –∞–љ–∞–ї–Є–Ј —З–µ—А—В–µ–ґ–µ–є –і–µ—В–∞–ї–µ–є
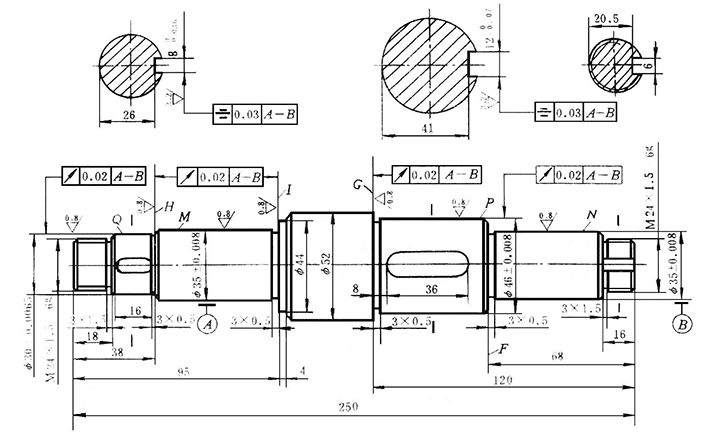
—З–∞—Б—В–Є, –њ–Њ–Ї–∞–Ј–∞–љ–љ—Л–µ –љ–∞ —А–Є—Б—Г–љ–Ї–µ a-1, —П–≤–ї—П—О—В—Б—П –њ—А–Є–≤–Њ–і–Њ–Љ –≤–∞–ї –≤ —А–µ–і—Г–Ї—В–Њ—А. —Н—В–Њ –њ—А–Є–љ–∞–і–ї–µ–ґ–Є—В –®–∞–≥ –≤–∞–ї —В–Є–њ –і–µ—В–∞–ї–µ–є, –Ї–Њ—В–Њ—А—Л–є —Б–Њ—Б—В–Њ–Є—В –Є–Ј —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –≤–∞–ї –±—Г—А—В–Є–Ї, —А–µ–Ј—М–±–∞, –њ–∞–Ј –≤—В—П–≥–Є–≤–∞–љ–Є—П —Е–≤–Њ—Б—В–Њ–≤–Њ–≥–Њ –≤–Є–љ—В–∞, –Ј–∞—В—П–≥–Є–≤–∞–љ–Є–µ —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–≥–Њ –Ї—А—Г–≥–∞ –њ–∞–Ј –Є —И–њ–Њ–љ–Њ—З–љ—Л–є –њ–∞–Ј. –≤–∞–ї –Я–ї–µ—З–Њ –Њ–±—Л—З–љ–Њ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є –Њ—Б–µ–≤–Њ–≥–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П –і–µ—В–∞–ї–Є –љ–∞ –≤–∞–ї , —А–Њ–ї—М –Ї–∞–ґ–і–Њ–є –Ї–Њ–ї—М—Ж–µ–≤–Њ–є –Ї–∞–љ–∞–≤–Ї–Є —З—В–Њ–±—Л –њ—А–Є —Б–±–Њ—А–Ї–µ –і–µ—В–∞–ї—М –љ–∞—Е–Њ–і–Є–ї–∞—Б—М –≤ –њ—А–∞–≤–Є–ї—М–љ–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є, –Є —З—В–Њ–±—Л –µ–µ –±—Л–ї–Њ –ї–µ–≥–Ї–Њ –≤—В—П–≥–Є–≤–∞—В—М –Є–љ—Б—В—А—Г–Љ–µ–љ—В –њ—А–Є —И–ї–Є—Д–Њ–≤–∞–љ–Є–Є –≤–љ–µ—И–љ–µ–≥–Њ –Ї—А—Г–≥–∞ –Є–ї–Є —А–µ–Ј—М–±—Л. —Г—Б—В–∞–љ–Њ–≤–Є—В—М –Ї–ї—О—З–Є –њ–µ—А–µ–і–∞–≤–∞—В—М –Ї—А—Г—В—П—Й–Є–є –Љ–Њ–Љ–µ–љ—В; —А–µ–Ј—М–±–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є —А–∞–Ј–ї–Є—З–љ—Л—Е —Б—В–Њ–њ–Њ—А–љ—Л—Е –≥–∞–µ–Ї –Є —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є –Њ—А–µ—Е–Є.
–≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —А–∞–±–Њ—З–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –Є —Г—Б–ї–Њ–≤–Є—П –њ–µ—А–µ–і–∞—З–Є –≤–∞–ї —И–∞–±–ї–Њ–љ (—А–Є—Б—Г–љ–Њ–Ї –∞-1) —Г–Ї–∞–Ј—Л–≤–∞–µ—В –Њ—Б–љ–Њ–≤–љ—Л–µ –ґ—Г—А–љ–∞–ї—Л m, n, –≤–љ–µ—И–љ–Є–µ –Ї—А—Г–≥–Є p, q –Є –њ–ї–µ—З–Є g, h, —Г –Љ–µ–љ—П –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Є–µ —А–∞–Ј–Љ–µ—А—Л, –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —В–Њ—З–љ–Њ—Б—В—М –Є –Љ–µ–љ—М—И–µ–µ –Ј–љ–∞—З–µ–љ–Є–µ —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Є —В—А–µ–±–Њ–≤–∞–љ–Є—П –Ї —В–µ—А–Љ–Њ–Њ–±—А–∞–±–Њ—В–Ї–µ. —Н—В–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П –і–Њ–ї–ґ–љ—Л –±—Л—В—М –Њ–±–µ—Б–њ–µ—З–µ–љ—Л –≤–Њ –≤—А–µ–Љ—П –Њ–±—А–∞–±–Њ—В–Ї–Є. –°–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ –Ъ–ї—О—З–µ–≤–Њ–є –њ—А–Њ—Ж–µ—Б—Б —Н—В–Њ–є –њ–µ—А–µ–і–∞—З–Є –≤–∞–ї —Н—В–Њ –Њ–±—А–∞–±–Њ—В–Ї–∞ –ґ—Г—А–љ–∞–ї–Њ–≤ –Љ, –љ –Є –≤–љ–µ—И–љ–Є–µ –Ї—А—Г–≥–Є p, q.
2. –Њ–њ—А–µ–і–µ–ї–Є—В—М –±–ї–∞–љ–Ї
–Љ–∞—В–µ—А–Є–∞–ї –Є–Ј –Ї–Њ—А–Њ–±–Ї–∞ –њ–µ—А–µ–і–∞—З –≤–∞–ї 45 —Б—В–∞–ї—М–љ—Л—Е. –њ–Њ—В–Њ–Љ—Г —З—В–Њ —Н—В–Њ –Њ—В–љ–Њ—Б–Є—В—Б—П –Ї –Њ–±—Й–µ–є –њ–µ—А–µ–і–∞—З–µ –≤–∞–ї , 45 —Б—В–∞–ї–Є –Љ–Њ–≥—Г—В –±—Л—В—М –≤—Л–±—А–∞–љ—Л –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б –µ–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П–Љ–Є.
–≤ —Н—В–Њ–Љ –њ—А–Є–Љ–µ—А–µ –њ–µ—А–µ–і–∞—З–∞ –≤–∞–ї –њ—А–Є–љ–∞–і–ї–µ–ґ–Є—В —Б—А–µ–і–љ—П—П –Є –Љ–∞–ї–∞—П –њ–µ—А–µ–і–∞—З–∞ –≤–∞–ї s, –Є –і–Є–∞–Љ–µ—В—А –Ї–∞–ґ–і–Њ–≥–Њ –≤–љ–µ—И–љ–µ–≥–Њ –Ї—А—Г–≥–∞ –љ–µ —Б–Є–ї—М–љ–Њ –Њ—В–ї–Є—З–∞–µ—В—Б—П, –њ–Њ—Н—В–Њ–Љ—Г 60 –Љ–Љ –Т –Ї–∞—З–µ—Б—В–≤–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –≤—Л–±—А–∞–љ–∞ –≥–Њ—А—П—З–µ–Ї–∞—В–∞–љ–∞—П –Ї—А—Г–≥–ї–∞—П —Б—В–∞–ї—М.
3. –Њ–±–Њ–Ј–љ–∞—З–Є—В—М –Њ–±—А–∞–±–Њ—В–Ї–∞ –Љ–µ—В–Њ–і –Њ—Б–љ–Њ–≤–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є
–≤–Њ–і–Є—В—М –Љ–∞—И–Є–љ—Г –≤–∞–ї –≤ –Њ—Б–љ–Њ–≤–љ–Њ–Љ –≤—А–∞—Й–∞—О—Й–Є–µ—Б—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –Є –≤ –Њ—Б–љ–Њ–≤–љ–Њ–Љ –Њ–±—А–∞–Ј—Г—О—В—Б—П –њ—А–Є —В–Њ–Ї–∞—А–љ–Њ–є –Є —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Њ–є —И–ї–Є—Д–Њ–≤–Ї–µ. –Є–Ј-–Ј–∞ –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Њ–≥–Њ –Ї–ї–∞—Б—Б –і–Њ–њ—Г—Б–Ї–∞ (it6) –Њ—Б–љ–Њ–≤–љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –њ—А–Є–≤–Њ–і–∞ –≤–∞–ї m, n, p –Є q, –∞ —В–∞–Ї–ґ–µ –љ–Є–Ј–Ї–∞—П —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є ra (ra = 0,8 –≥–Љ), —И–ї–Є—Д–Њ–≤–Ї–∞ —В—А–µ–±—Г–µ—В—Б—П –њ–Њ—Б–ї–µ —В–Њ—З–µ–љ–Є—П. –Њ–±—А–∞–±–Њ—В–Ї–∞ –°—Е–µ–Љ–∞ –љ–∞—А—Г–ґ–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є (—Б–Љ. —В–∞–±–ї–Є—Ж—Г –Р-3) –Љ–Њ–ґ–µ—В –±—Л—В—М:
—З–µ—А–љ–Њ–≤–Њ–є –њ–Њ–≤–Њ—А–Њ—В вЖТ –њ–Њ–ї—Г–Њ–±—А–∞–±–Њ—В–Ї–∞ —В–Њ–Ї–∞—А–љ–∞—П вЖТ —И–ї–Є—Д–Њ–≤–Ї–∞.
4. –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ —Б—Б—Л–ї–Ї–∞
—А–∞–Ј—Г–Љ–љ–Њ –≤—Л–±–Њ—А –њ–Њ–Ј–Є—Ж–Є–Є –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –Њ–Ї–∞–Ј—Л–≤–∞–µ—В —А–µ—И–∞—О—Й–µ–µ –≤–ї–Є—П–љ–Є–µ –љ–∞ —А–∞–Ј–Љ–µ—А –Є —В–Њ—З–љ–Њ—Б—В—М –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –і–µ—В–∞–ї–Є. –њ–Њ—Б–Ї–Њ–ї—М–Ї—Г –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –Њ—Б–љ–Њ–≤–љ—Л—Е —Б–Њ–њ—А—П–ґ–µ–љ–љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є (q, p, n, –Љ) –Є –њ–ї–µ—З–µ–≤—Л–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є (—З, –≥) —В—А–∞–љ—Б–Љ–Є—Б—Б–Є–Є –≤–∞–ї –Є–Љ–µ—В—М –±–Є–µ–љ–Є–µ —А–∞–і–Є–∞–ї—М–љ–Њ–≥–Њ –Ї—А—Г–≥–∞ –Є –±–Є–µ–љ–Є–µ –Ї—А—Г–≥–∞ —В–Њ—А—Ж–∞ —В—А–µ–±–Њ–≤–∞–љ–Є—П –Ї –Њ–њ–Њ—А–љ–Њ–є –Њ—Б–Є AB, —Н—В–Њ —В–≤–µ—А–і–Њ–µ –≤–µ—Й–µ—Б—В–≤–Њ –≤–∞–ї –њ–Њ—Н—В–Њ–Љ—Г —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –љ–∞ –Њ–±–Њ–Є—Е –Ї–Њ–љ—Ж–∞—Е –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –≤—Л–±—А–∞–љ–Њ –≤ –Ї–∞—З–µ—Б—В–≤–µ —Н—В–∞–ї–Њ–љ–∞, –Є –Љ–µ—В–Њ–і –і–≤–Њ–є–љ–Њ–≥–Њ —Ж–µ–љ—В—А–∞ –Ј–∞–ґ–Є–Љ–∞ –і–Њ–ї–ґ–µ–љ –±—Л—В—М –њ—А–Є–љ—П—В –і–ї—П –Њ–±–µ—Б–њ–µ—З–Є—В—М —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П —З–∞—Б—В–Є.
–≥—А—Г–±–∞—П —Б—Б—Л–ї–Ї–∞ —Н—В–Њ –≥—А—Г–±—Л–є –≤–љ–µ—И–љ–Є–є –Ї—А—Г–≥ –Є–Ј –≥–Њ—А—П—З–µ–Ї–∞—В–∞–љ–Њ–є –Ї—А—Г–≥–ї–Њ–є —Б—В–∞–ї–Є. —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –Њ–±—А–∞–±–Њ—В–∞–љ —В—А–µ—Е—Ж–µ–љ—В—А–Њ–≤—Л–Љ —Б–∞–Љ–Њ—Ж–µ–љ—В—А–Є—А—Г—О—Й–Є–Љ—Б—П –њ–∞—В—А–Њ–љ–Њ–Љ –і–ї—П –Ј–∞–ґ–Є–Љ–∞ –≤–љ–µ—И–љ–µ–≥–Њ –Ї—А—Г–≥–∞ –≥–Њ—А—П—З–µ–Ї–∞—В–∞–љ–Њ–є –Ї—А—Г–≥–ї–Њ–є —Б—В–∞–ї–Є, —В–Њ—А–µ—Ж –Љ–∞—И–Є–љ—Л –Є —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ —Б–≤–µ—А–ї—П—В. –Ю–і–љ–∞–Ї–Њ —Б–ї–µ–і—Г–µ—В –Њ—В–Љ–µ—В–Є—В—М, —З—В–Њ, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –љ–∞ –Њ–±–Њ–Є—Е –Ї–Њ–љ—Ж–∞—Е —Б –њ—Г—Б—В—Л–Љ –≤–љ–µ—И–љ–Є–Љ –Ј–∞–ґ–Є–Љ–Њ–Љ. –≤–Љ–µ—Б—В–Њ —Н—В–Њ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ –≤–љ–µ—И–љ–Є–є –Ї—А—Г–≥ –±–ї–∞–љ–Ї–∞ –Ї–∞–Ї –≥—А—Г–±–∞—П —Б—Б—Л–ї–Ї–∞. –њ–µ—А–≤–∞—П –Љ–∞—И–Є–љ–∞ –Њ–і–љ–Є–Љ —В–Њ—А—Ж–Њ–Љ, —Б–≤–µ—А–ї–Є—В—М —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ, –Є –њ–Њ–≤–µ—А–љ–Є—В–µ –≤–љ–µ—И–љ–Є–є –Ї—А—Г–≥ –љ–∞ –Њ–і–љ–Њ–Љ –Ї–Њ–љ—Ж–µ. –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —В—А–Є –Ї–Њ–≥—В—П —Б–∞–Љ–Њ—Ж–µ–љ—В—А–Є—А—Г—О—Й–Є–є—Б—П –њ–∞—В—А–Њ–љ –і–ї—П –Ј–∞–ґ–Є–Љ–∞ (–Є–љ–Њ–≥–і–∞ —Б—В–∞–≤—М—В–µ —Ж–µ–љ—В—А–∞–ї—М–љ—Г—О —А–∞–Љ—Г –љ–∞ –≤–љ–µ—И–љ—О—О –Ї—А—Г–≥ –Љ–∞—И–Є–љ—Л –љ–∞ –њ—А–µ–і—Л–і—Г—Й–µ–Љ —И–∞–≥–µ) –Є –њ—А–Њ—Б–≤–µ—А–ї–Є–ї–Є —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –љ–∞ –і—А—Г–≥–Њ–Љ –Ї–Њ–љ–µ—Ж –Љ–∞—И–Є–љ—Л. —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ–±—А–∞–±–Њ—В–∞–љ–Њ —Б–Њ–Њ—Б–љ–Њ.
5. —Н—В–∞–њ —А–∞–Ј–і–µ–ї–µ–љ–Є—П
–і–ї—П –і–µ—В–∞–ї–µ–є —Б –≤—Л—Б–Њ–Ї–Є–Љ –Ґ—А–µ–±–Њ–≤–∞–љ–Є—П –Ї —В–Њ—З–љ–Њ—Б—В–Є, —З–µ—А–љ–Њ–≤–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –Є —З–Є—Б—В–Њ–≤–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –і–Њ–ї–ґ–љ—Л –±—Л—В—М —А–∞–Ј–і–µ–ї–µ–љ—Л –і–ї—П –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –Ї–∞—З–µ—Б—В–≤–Њ –і–µ—В–∞–ї–µ–є.
–Њ–±—А–∞–±–Њ—В–Ї–∞ –њ—А–Є–≤–Њ–і –≤–∞–ї —А–∞–Ј–і–µ–ї–µ–љ–Њ –љ–∞ —В—А–Є —Н—В–∞–њ–∞: —З–µ—А–љ–Њ–≤–Њ–µ —В–Њ—З–µ–љ–Є–µ (–≤–љ–µ—И–љ–Є–є –Ї—А—Г–≥ —З–µ—А–љ–Њ–≤–Њ–≥–Њ —В–Њ—З–µ–љ–Є—П, —Б–≤–µ—А–ї–µ–љ–Є–µ —Ж–µ–љ—В—А–∞ –Њ—В–≤–µ—А—Б—В–Є—П –Є —В. –і.), —В–Њ–Ї–∞—А–љ–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –љ–∞ –њ–Њ–ї—Г (–≤–љ–µ—И–љ–Є–µ –Ї—А—Г–≥–Є, —Б—В—Г–њ–µ–љ–Є –Є —А–µ–Љ–Њ–љ—В–љ—Л–є —Ж–µ–љ—В—А) –Њ—В–≤–µ—А—Б—В–Є—П –Є –≤—В–Њ—А–Њ—Б—В–µ–њ–µ–љ–љ—Л–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –і–ї—П —Д–Є–љ–Є—И–љ–Њ–є —В–Њ–Ї–∞—А–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –Є —В. –і.), —З–µ—А–љ–Њ–≤–∞—П, –Љ–µ–ї–Ї–∞—П —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ (–≥—А—Г–±–Њ–µ, —В–Њ–љ–Ї–Њ–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ –њ–Њ –≤—Б–µ–Љ—Г –Ї—А—Г–≥—Г). —А–∞–Ј–і–µ–ї–µ–љ–Є–µ –Ї–∞–ґ–і–Њ–≥–Њ —Н—В–∞–њ–∞ –≥—А—Г–±–Њ –Њ–≥—А–∞–љ–Є—З–µ–љ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Њ–є.
6. –њ—А–Њ—Ж–µ—Б—Б –Њ–±—А–∞–±–Њ—В–Ї–Є —В–µ–њ–ї–∞
—В–µ—А–Љ–Њ–Њ–±—А–∞–±–Њ—В–Ї–∞ –Є–Ј –≤–∞–ї –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є –Ї –µ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞–Љ –Є —В—А–µ–±–Њ–≤–∞–љ–Є—П–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П. –і–ї—П –µ–Ј–і—Л –≤–∞–ї s, –љ–Њ—А–Љ–∞–ї–Є–Ј–∞—Ж–Є—П, –Ј–∞–Ї–∞–ї–Ї–∞ –Є –Њ—В–њ—Г—Б–Ї –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П —З–∞—Й–µ. —Н—В–Њ –≤–∞–ї —В—А–µ–±—Г–µ—В –≥–∞—И–µ–љ–Є—П –Є –Ј–∞–Ї–∞–ї–Є–≤–∞–љ–Є—П, –Є —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ –њ–Њ—Б–ї–µ –Ї–∞–ґ–і–Њ–≥–Њ –≤–љ–µ—И–љ–µ–≥–Њ –Ї—А—Г–≥–∞ –≥—А—Г–±–Њ–≥–Њ –њ–Њ–≤–Њ—А–Њ—В–∞ –Є –њ–µ—А–µ–і –Ї–∞–ґ–і—Л–Љ –≤–љ–µ—И–љ–Є–Љ –Ї—А—Г–≥–Њ–Љ —Д–Є–љ–Є—И–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є.
–љ–∞ –Њ—Б–љ–Њ–≤–∞–љ–Є–Є –≤—Л—И–µ–Є–Ј–ї–Њ–ґ–µ–љ–љ–Њ–≥–Њ –∞–љ–∞–ї–Є–Ј, –њ—А–Њ—Ж–µ—Б—Б, –Љ–∞—А—И—А—Г—В –њ–µ—А–µ–і–∞—З–Є –≤–∞–ї —Б–Њ—Б—В–∞–≤–ї—П–µ—В:
–њ—А–Њ–±–µ–ї вЖТ –∞–ї–Љ–∞–Ј –Њ—В–≤–µ—А—Б—В–Є—П –љ–∞ –Њ–±–Њ–Є—Е –Ї–Њ–љ—Ж–∞—Е –∞–≤—В–Њ–Љ–Њ–±–Є–ї—П вЖТ –њ—А–Њ—Б–≤–µ—А–ї–Є–ї –љ–∞—А—Г–ґ–љ—Л–є –Ї—А—Г–≥ вЖТ –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–∞—П –Ј–∞–Ї–∞–ї–Ї–∞ вЖТ –Ю—В–≤–µ—А—Б—В–Є–µ –і–ї—П —А–µ–Љ–Њ–љ—В–∞ —Ж–µ–љ—В—А–∞ вЖТ –њ–Њ–ї—Г—Д–∞–±—А–Є–Ї–∞—В—Л –љ–∞—А—Г–ґ–љ—Л—Е –Ї—А—Г–≥–Њ–≤, –Ї–∞–љ–∞–≤–Ї–Є, —Д–∞—Б–Ї–Є вЖТ –љ–∞—А–µ–Ј–∞–љ–Є–µ —А–µ–Ј—М–±—Л —А–µ–Ј—М–±–∞ вЖТ –ї–Є–љ–Є—П –Њ–±—А–∞–±–Њ—В–Ї–Є —И–ї–Є—Ж–µ–≤—Л—Е –Ї–ї—О—З–µ–є вЖТ —И–ї–Є—Ж–µ–≤–∞—П –њ—А–Њ—А–µ–Ј—М –Ї–ї—О—З–∞ вЖТ —А–µ–Љ–Њ–љ—В–љ—Л–є —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–є —Ж–µ–љ—В—А –Њ—В–≤–µ—А—Б—В–Є–µ вЖТ —И–ї–Є—Д–Њ–≤–Ї–∞ вЖТ –Њ—Б–Љ–Њ—В—А.
7. –Њ–±—А–∞–±–Њ—В–Ї–∞ —А–∞–Ј–Љ–µ—А –Є –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ —А–µ–Ј–Ї–Є
–њ–Њ–Љ–Њ–ї –Я—А–Њ–њ—Г—Б–Ї –њ—А–Є–≤–Њ–і–∞ –≤–∞–ї –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –њ—А–Є–љ–Є–Љ–∞–µ—В—Б—П –Ј–∞ 0,5 –Љ–Љ, –∞ –њ—А–Є–њ—Г—Б–Ї –љ–∞ —В–Њ–Ї–∞—А–љ—Г—О –Њ–±—А–∞–±–Њ—В–Ї—Г –≤ –њ–Њ–ї—Г—Д–∞–±—А–Є–Ї–∞—В–µ –Љ–Њ–ґ–љ–Њ –≤—Л–±—А–∞—В—М 1,5–Љ–Љ. —А–∞–Ј–Љ–µ—А –Њ–±—А–∞–±–Њ—В–Ї–Є –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ–њ—А–µ–і–µ–ї–µ–љ –њ–Њ —Н—В–Њ–Љ—Г, —Б–Љ. —Б–Њ–і–µ—А–ґ–∞–љ–Є–µ –Њ–њ–µ—А–∞—Ж–Є–Є –Є–Ј –≤–∞–ї —В–µ—Е–љ–Њ–ї–Њ–≥–Є—П –Њ–±—А–∞–±–Њ—В–Ї–Є –Њ—В–Ї—А—Л—В–Ї–∞.
–≤—Л–±–Њ—А –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –њ–Њ–≤–Њ—А–Њ—В–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ–њ—А–µ–і–µ–ї–µ–љ–Њ —А–∞–±–Њ—В–љ–Є–Ї–Њ–Љ –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б –Њ–±—А–∞–±–Њ—В–Ї–Њ–є —Б–Є—В—Г–∞—Ж–Є—П –≤ —Б–ї—Г—З–∞–µ –µ–і–Є–љ–Є—З–љ–Њ–≥–Њ –Є–ї–Є –Љ–µ–ї–Ї–Њ—Б–µ—А–Є–є–љ–Њ–≥–Њ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞; –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —Н—В–Њ –Љ–Њ–ґ–љ–Њ –≤—Л–±—А–∞—В—М –Є–Ј –Њ–±—А–∞–±–Њ—В–Ї–∞ ¬Ђ–†—Г–Ї–Њ–≤–Њ–і—Б—В–≤–Њ –њ–Њ –Њ–±—А–∞–±–Њ—В–Ї–µ¬ї –Є–ї–Є ¬Ђ–†—Г—З–љ–∞—П –њ–Њ–і–∞—З–∞¬ї.
8. —А–∞–Ј—А–∞–±–Њ—В–∞—В—М –њ—А–Њ—Ж–µ—Б—Б
—Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –і–ї—П –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ —В–Њ—З–љ–Њ–є –±–∞–Ј–Њ–≤–Њ–є –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –Њ–±—А–∞–±–Њ—В–∞–љ–Њ –і–Њ —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–Є –Њ–±—А–∞–±–Њ—В–Ї–∞ –Є –њ—А–Њ—Ж–µ—Б—Б —А–µ–Љ–Њ–љ—В–∞ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М —Б–і–µ–ї–∞–љ–Њ –њ–Њ—Б–ї–µ –Њ—В–њ—Г—Б–Ї–∞ –Є –њ–µ—А–µ–і —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ–Љ. —Ж–µ–љ—В—А –њ–Њ—Б–ї–µ –Ј–∞–Ї–∞–ї–Ї–Є –Њ—В–≤–µ—А—Б—В–Є–µ —А–µ–Љ–Њ–љ—В–Є—А—Г–µ—В—Б—П –і–ї—П —Г—Б—В—А–∞–љ–µ–љ–Є—П –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є —В–µ—А–Љ–Њ–Њ–±—А–∞–±–Њ—В–Ї–Є –Є —И–Ї–∞–ї–∞ —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–≥–Њ –Њ—В–≤–µ—А—Б—В–Є—П. —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ —А–µ–Љ–Њ–љ—В–Є—А—Г–µ—В—Б—П –њ–µ—А–µ–і —И–ї–Є—Д–Њ–≤–Ї–Њ–є –њ–Њ–≤—Л—Б–Є—В—М —В–Њ—З–љ–Њ—Б—В—М –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П —В–Њ—З–љ–Њ–є –±–∞–Ј–Њ–≤–Њ–є –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Є —Г–Љ–µ–љ—М—И–Є—В—М —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ї–Њ–љ–Є—З–µ—Б–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є. –њ—А–Є —Д–Њ—А–Љ—Г–ї–Є—А–Њ–≤–∞–љ–Є–Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б –µ–Ј–і—Л –≤–∞–ї , –њ–Њ–Ї–∞ —Б —Г—З–µ—В–Њ–Љ –њ–µ—А–≤–Є—З–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –≤—В–Њ—А–Є—З–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ґ–∞–Ї–ґ–µ —Б–ї–µ–і—Г–µ—В —Г—З–Є—В—Л–≤–∞—В—М. –Ї–Њ–≥–і–∞ –њ–Њ–ї—Г—Д–∞–±—А–Є–Ї–∞—В ¬Ґ 52–Љ–Љ, ¬Ґ 44 –Љ–Љ, –∞ –љ–∞—А—Г–ґ–љ—Л–µ –Ї—А—Г–≥–Є –Љ24 –Љ–Љ, –≤—Л –і–Њ–ї–ґ–љ—Л –Њ–±—А–∞—В–Є—В—М—Б—П –Ї —А–∞–Ј–Љ–µ—А—Г —Г–Ї–∞–Ј—Л–≤–∞–µ—В—Б—П –љ–∞ —З–µ—А—В–µ–ґ–µ –Є –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ—В—Б—П –Ї–∞–ґ–і–∞—П –њ–Њ–і—А–µ–Ј–Ї–∞, —Д–∞—Б–Ї–∞ –Є —А–µ–Ј—М–±–∞; —В—А–Є –њ–Њ–ї—Г—Д–∞–±—А–Є–Ї–∞—В–∞ –њ–Њ—Б–ї–µ —Д–Є–љ–Є—И–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –і–Њ–ї–ґ–љ—Л –±—Л—В—М –Њ–±—А–∞–±–Њ—В–∞–љ—Л, –њ–Њ—Н—В–Њ–Љ—Г —З—В–Њ –њ—А–Є —Д—А–µ–Ј–µ—А–Њ–≤–Ї–µ —И–њ–Њ–љ–Њ—З–љ—Л–є –њ–∞–Ј, –Є —Н—В–Њ –Љ–Њ–ґ–µ—В –Є–Ј–±–µ–ґ–∞—В—М –њ–Њ–≤—А–µ–ґ–і–µ–љ–Є—П –≥–Њ—В–Њ–≤–Њ–є –≤–љ–µ—И–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ—А–Є —Д—А–µ–Ј–µ—А–Њ–≤–Ї–µ —И–њ–Њ–љ–Њ—З–љ—Л–є –њ–∞–Ј –њ–Њ—Б–ї–µ —Д–Є–љ–Є—И–љ–Њ–≥–Њ —И–ї–Є—Д–Њ–≤–∞–љ–Є—П.
–њ—А–Є —Д–Њ—А–Љ—Г–ї–Є—А–Њ–≤–∞–љ–Є–Є –њ—А–Њ—Ж–µ—Б—Б, —А–∞—Б—Б–Љ–Њ—В—А–µ–љ–Є–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М —Г–і–µ–ї–µ–љ–Њ –Њ—А–≥–∞–љ–Є–Ј–∞—Ж–Є–Є –Є–љ—Б–њ–µ–Ї—Ж–Є–Є –њ—А–Њ—Ж–µ–і—Г—А—Л, –њ—А–µ–і–Љ–µ—В—Л –Њ—Б–Љ–Њ—В—А–∞ –Є –Љ–µ—В–Њ–і—Л –Њ—Б–Љ–Њ—В—А–∞.
–Ї–ї—О—З–µ–≤–Њ–µ —Б–ї–Њ–≤–Њ : —З–њ—Г, –Њ–±—А–∞–±–Њ—В–Ї–∞, –≤–∞–ї
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
–Ю—В–њ—А–∞–≤–Є—В—М –њ–Њ —Н–ї–µ–Ї—В—А–Њ–љ–љ–Њ–є –њ–Њ—З—В–µ : sales@xmzldjx.com
Skype : janeliui_01
–Ґ–µ–ї—М : +8618650120832
Whatsapp : 13306016335




–Њ—В—Б–Ї–∞–љ–Є—А–Њ–≤–∞—В—М –≤ WechatпЉЪ












